



——盡管熔體溫度對穩(wěn)定工藝和一致性制品至關(guān)重要,但注塑中真實(shí)的熔體溫度可能如同謎題。深入了解這七個(gè)參數(shù),或許能助你找到答案。
作為一名工程師,我時(shí)常驚異于我們領(lǐng)域里一些最簡單的問題卻最難回答。例如,如果我走到一臺機(jī)器旁詢問工藝工程師:"這臺機(jī)器上塑料
的運(yùn)行溫度是多少?"或者更具體地問:"塑料離開機(jī)器射嘴孔時(shí)的實(shí)際熔體溫度是多少?"
我得到的回答常常五花八門,從"我不確定"、"我不知道",到有人引用材料供應(yīng)商加工指南中推薦的料筒溫度范圍。又或者,工藝工程師可能
會(huì)查看機(jī)器控制器上的料筒溫度設(shè)定點(diǎn),然后給出一個(gè)猜測或估算。
我并不會(huì)因?yàn)楣に嚬こ處煹娜魏尾淮_定性而責(zé)備他們,因?yàn)槲覍?shí)際上問的是一個(gè)困難且可能有點(diǎn)"陷阱"的熱力學(xué)問題。在進(jìn)行公開或私下的
注塑培訓(xùn)時(shí),我喜歡問一個(gè)假設(shè)性問題:一臺水平臥式注塑機(jī)的料管溫度是 400°F(204.44℃)、50 psi 液壓背壓、75 rpm 螺桿轉(zhuǎn)速和 30 秒
循環(huán)時(shí)間的工藝,塑料的實(shí)際溫度是多少?是高于 400°F、等于 400°F、低于 400°F,還是以上任何一種情況都有可能?
大多數(shù)回答是高于 400°F,然而,正確答案是任何一種情況都有可能。原因在于,我并未提供足夠的信息來真正回答這個(gè)問題。材料是非晶態(tài)
還是半結(jié)晶?材料的停留時(shí)間是多少?螺桿構(gòu)型是怎樣的?將液壓轉(zhuǎn)換為塑料壓力的機(jī)器增壓比是多少?這些僅僅是眾多未知數(shù)中的一部分,
使得這個(gè)問題難以回答。
要真正回答這個(gè)問題,需要在機(jī)器周期內(nèi)進(jìn)行一次空射,并使用針尖式高溫計(jì)或紅外設(shè)備(如紅外相機(jī))進(jìn)行測量。使用這兩種方法并不像我
們期望的那樣具有可重復(fù)性或再現(xiàn)性,因?yàn)椴僮鞒绦驔]有標(biāo)準(zhǔn)化。測量設(shè)備可能未校準(zhǔn);我們用紅外設(shè)備測量的物體發(fā)射率并非精確已知;可
能存在人為誤差;而且通常需要兩個(gè)人來進(jìn)行此測量。考慮到這一點(diǎn),我們能在多大程度上確定所測溫度是合理、可重復(fù)或可再現(xiàn)的呢?
正如我們在 2024 年 3 月的文章《理解壓力損失對注塑件的影響》中提到的,我們可以通過關(guān)注塑料在流經(jīng)機(jī)器并進(jìn)入模具過程中的"體驗(yàn)"來
簡化注塑過程。這種視角可稱為"從塑料的角度看注塑"或科學(xué)注塑。
有許多參數(shù)可以調(diào)整,但必須認(rèn)識到,調(diào)整將影響四個(gè)主要塑料工藝條件中的一個(gè)或多個(gè),它們是:
~ 塑料溫度
~ 塑料流速
~ 塑料壓力
~ 塑料冷卻速率與時(shí)間
當(dāng)機(jī)器或循環(huán)時(shí)間發(fā)生變化時(shí),有七個(gè)參數(shù)對實(shí)際塑料溫度有重大影響:
~ 停留時(shí)間
~ 塑料流速
~ 螺桿構(gòu)型
~ 料筒與射嘴加熱
~ 螺桿轉(zhuǎn)速
~ 背壓
~ 喂料喉狀況
1. 停留時(shí)間
停留時(shí)間可能因機(jī)器每小時(shí)加工物料量的增減而受影響,或者當(dāng)注射單元規(guī)格發(fā)生變化時(shí)(這在模具在不同機(jī)器間轉(zhuǎn)移時(shí)很常見)也會(huì)受影響。
停留時(shí)間定義為樹脂顆粒物理上存在于料筒內(nèi)并經(jīng)受剪切或傳導(dǎo)加熱的時(shí)間。改變?nèi)魏闻c時(shí)間相關(guān)的機(jī)器參數(shù)——冷卻時(shí)間、注料時(shí)間、保壓
時(shí)間、 開合模時(shí)間、模具保護(hù)時(shí)間、頂出時(shí)間以及機(jī)械手的增加或移除——都會(huì)改變停留時(shí)間。
還有其他一些參數(shù)或條件對塑料溫度影響較小,但仍然重要,例如:射嘴孔大小;使用的是通用射嘴頭還是反錐度射嘴頭;樹脂含水量的變化;
樹脂批次間的差異;色母的使用;色母的稀釋比;回料的使用(包括其用量、尺寸和含水量);樹脂顆粒的尺寸和形狀;是否使用靜態(tài)或動(dòng)態(tài)混
煉段;螺桿旋轉(zhuǎn)延遲時(shí)間;以及螺桿駐留時(shí)間(即塑化完成到冷卻時(shí)間結(jié)束之間的時(shí)間)。
2. 塑料流速
值得注意的是,塑料流速是四個(gè)主要塑料工藝條件之一,如果我們要進(jìn)行實(shí)驗(yàn)設(shè)計(jì)(DOE),我們會(huì)發(fā)現(xiàn)塑料流速和塑料溫度之間存在強(qiáng)相關(guān)
性。隨著塑料流速增加,內(nèi)部的生成熱或剪切熱會(huì)增加。這種現(xiàn)象稱為拖曳流,是由于模具鋼與流動(dòng)的聚合物鏈之間的摩擦造成的。由于摩擦,
沿塑料橫截面會(huì)形成速度分布或流速差異,靠近壁面的塑料流動(dòng)較慢,流向流動(dòng)前沿中心的塑料流動(dòng)較快。
速度分布導(dǎo)致聚合物鏈沿流動(dòng)方向取向,這些流速差異在流動(dòng)較快的鏈平面與流動(dòng)較慢的鏈平面之間產(chǎn)生摩擦或剪切熱。無論模具鋼與熔體溫
度之間的溫差如何,這種現(xiàn)象都存在。事實(shí)上,當(dāng)水流經(jīng)管道時(shí)也會(huì)產(chǎn)生速度分布或流速差異,然而,對于塑料這樣的非牛頓介質(zhì),并未觀察
到剪切生熱,也沒有觀察到粘度降低。
3. 螺桿構(gòu)型
螺桿構(gòu)型相當(dāng)復(fù)雜,但就本文而言,我們將重點(diǎn)關(guān)注無混煉段的通用螺桿的長徑比(L/D)和壓縮比。通用螺桿被廣泛使用,因?yàn)樗鼈兡軌蚣庸?/span>
范圍廣泛的熱塑性塑料。然而,也有許多針對特定材料或注塑特定類型部件(如薄壁包裝和 PET 瓶坯)設(shè)計(jì)的螺桿構(gòu)型和螺桿。
盡管如此,讓注塑商根據(jù)材料變化來更換螺桿甚至可能更換料筒,將是繁瑣且耗時(shí)的。如果一個(gè)注塑工廠專門生產(chǎn)薄壁包裝或 PET 瓶坯,那么
很可能會(huì)使用特定的螺桿設(shè)計(jì),因?yàn)檫@些設(shè)計(jì)能優(yōu)化熔體均勻性、塑料溫度、塑化能力和循環(huán)時(shí)間。
L/D 比在圖 1 中表示,并通過以下公式數(shù)學(xué)定義。
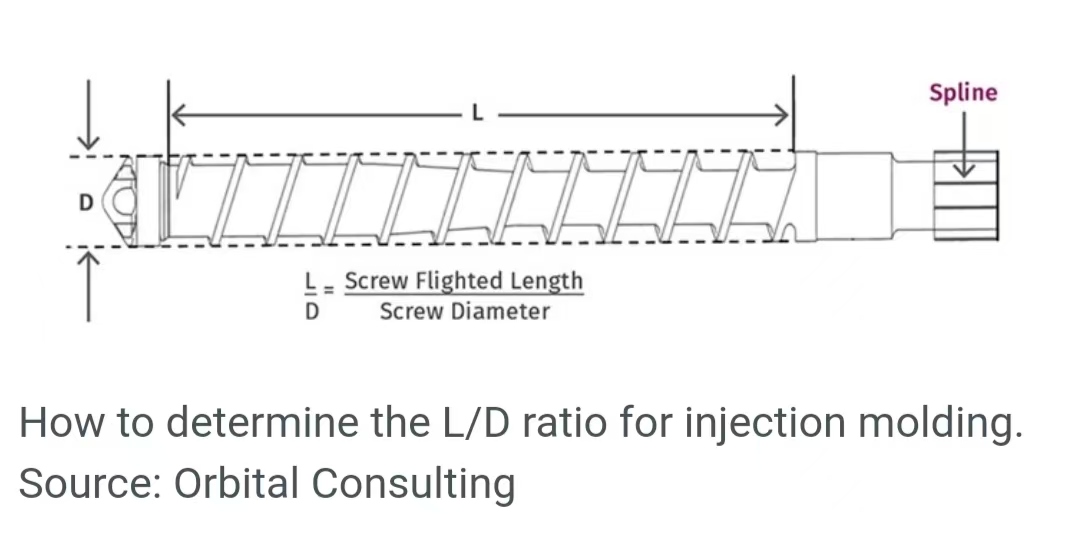
此處 L/D 是螺桿螺紋段長度(忽略螺桿柄部長度和前段組件)除以螺桿直徑。對于熱塑性塑料,L/D 比范圍可以從 16:1 到 25:1,其中 20:1
對于通用螺桿最為常見。較大的 L/D 比會(huì)增加塑料停留時(shí)間、產(chǎn)生的剪切熱量,并最終提高塑料溫度。25:1 的比率常見于包裝應(yīng)用或 PET 瓶
坯成型,這些應(yīng)用需要大量的剪切熱將樹脂提升到其熔融或加工溫度。
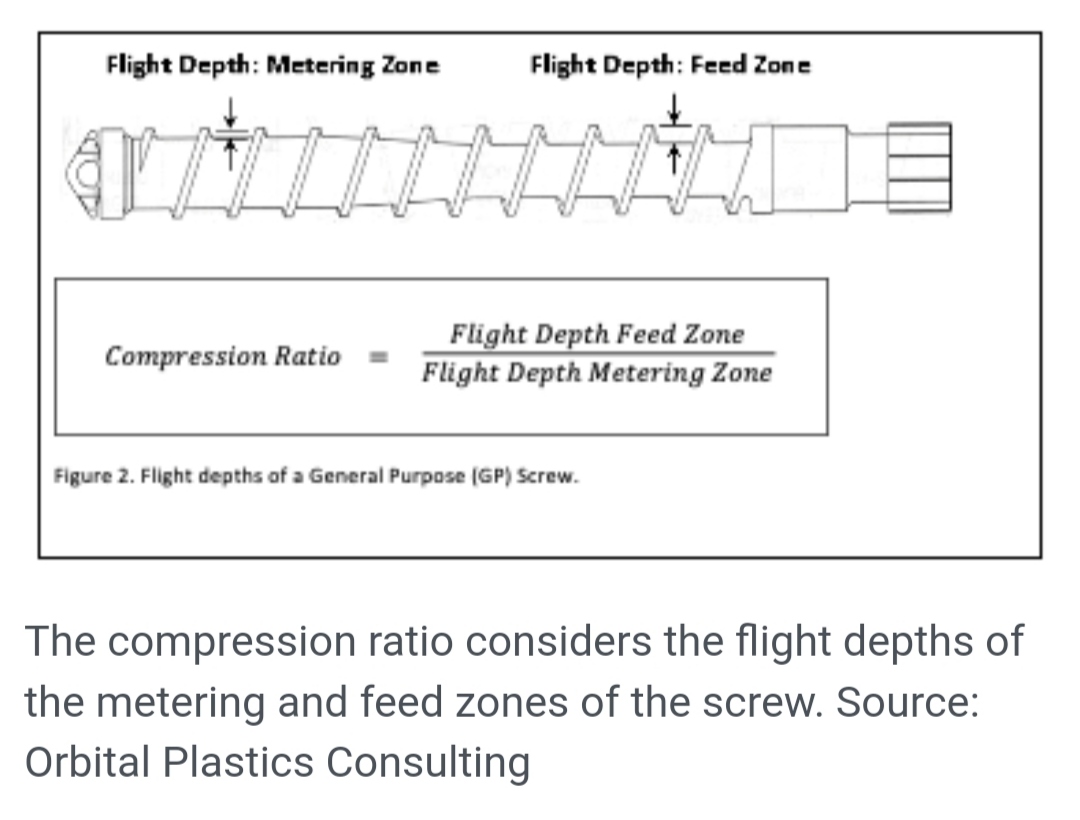
壓縮比的圖示和簡化公式定義為喂料段螺槽深度除以計(jì)量段螺槽深度(見圖 2)。對于熱塑性塑料,壓縮比可以從 1.5:1 到 4.5:1 不等,大多數(shù)
通用螺桿的范圍在 2.0 到 3.5:1 之間。較大的壓縮比會(huì)增加剪切熱、熔體溫度和熔體降解的風(fēng)險(xiǎn)。
不幸的是,根據(jù)我的經(jīng)驗(yàn),注塑商很少了解他們現(xiàn)用機(jī)器的 L/D 比或壓縮比,而且我從未在機(jī)器制造商的設(shè)備規(guī)格書上看到過壓縮比,L/D 比
也很少標(biāo)注。這對大多數(shù)注塑商來說是一個(gè)巨大的未知數(shù),這種知識的缺乏在理解塑料溫度方面造成了巨大的認(rèn)知差距,并可能僅因螺桿構(gòu)型就產(chǎn)生加工問題。
多年來我觀察到的由此知識差距引發(fā)的問題包括材料降解、塑料出現(xiàn)大理石紋、顏色一致性變化和尺寸變化。其中一些問題是由于不知道正在使用的是帶有動(dòng)態(tài)混煉段的屏障型螺桿設(shè)計(jì)所導(dǎo)致的。
4. 料筒與射嘴加熱器
這些加熱器環(huán)繞在料筒和射嘴體的圓周上。通過傳導(dǎo),熱量被傳遞給塑料,使其熔融和軟化。改變加熱器設(shè)定點(diǎn)是改變塑料溫度最有效的方法
之一,尤其是在料筒前段,那里螺槽深度最淺,且是下一次注射的物料所在的位置。重要的是要注意,熱電偶測量的是料筒和射嘴的鋼體溫度,
而不是內(nèi)部實(shí)際的塑料溫度。這就是為什么僅僅查看料筒設(shè)定點(diǎn)無法提供實(shí)際塑料溫度的原因。
更換加熱器時(shí),必須注意加熱圈的材質(zhì)、寬度、精確位置和額定功率。如果加熱圈更換不當(dāng)或定位不準(zhǔn),將改變通過傳導(dǎo)產(chǎn)生的熱量,并最終
影響塑料溫度。我曾親身經(jīng)歷因加熱圈被錯(cuò)誤更換(在不知情的情況下),導(dǎo)致花費(fèi)數(shù)小時(shí)進(jìn)行故障排查,以確定為何未改變的料筒設(shè)定點(diǎn)卻
導(dǎo)致了工藝和塑料溫度的顯著變化。
根據(jù)注射量、材料類型、螺桿設(shè)計(jì)和停留時(shí)間,可以沿著料筒長度采用平坦的、遞增的或遞減的溫度組合。也可以通過將料筒壓縮段或過渡段
的溫度設(shè)置得比后段和前段高 30 到 50°F 來使用"駝峰"溫度組合。在大多數(shù)情況下,將前段溫度設(shè)定為所需的塑料溫度是理想的做法。
5. 螺桿轉(zhuǎn)速與背壓
在塑化階段,螺桿轉(zhuǎn)速和背壓是可調(diào)的,增加這些參數(shù)會(huì)產(chǎn)生更多的剪切熱,從而提高塑料溫度。背壓是抵抗螺桿在旋轉(zhuǎn)時(shí)向后移動(dòng)的壓力。
必須使用最小量的背壓來沿著料筒長度方向壓縮塑料,排除可能被塑化到熔體中的任何氣泡,并穩(wěn)定控制塑料熔融體的緩沖部分。由于塑料是
可壓縮的,增加背壓會(huì)導(dǎo)致注射料的密度增加。
6. 喂料喉設(shè)定點(diǎn)或狀況
喂料喉是將塑料顆粒引入旋轉(zhuǎn)螺桿和加熱料筒的區(qū)域。喂料喉必須冷卻,以防止熱量在該區(qū)域積聚,并確保塑料顆粒不會(huì)在喂料喉處或附近開
始熔化或軟化。如果冷卻不足,塑料顆粒可能開始粘附在螺桿或喂料喉上,導(dǎo)致料筒局部缺料。此外,該區(qū)域的軟化或熔融塑料可能導(dǎo)致完全
缺料的狀態(tài),因?yàn)槲沽虾硖幇l(fā)生了"架橋"現(xiàn)象。
7. 邁向更精準(zhǔn)的控制
至此,我們可以公允地說,以閉環(huán)方式控制實(shí)際的塑料溫度(例如恒定的 400°F)是不可能的。盡管如此,將塑料溫度控制在一個(gè)小范圍內(nèi),
使工藝條件主要因素變化所帶來的負(fù)面影響最小化,這是可能實(shí)現(xiàn)的。
我認(rèn)為注塑是一門"微妙分寸的游戲",無論我們是否知曉,微小的變化都會(huì)輕微地改變工藝。正如我們在 2024 年 3 月的文章中提到,四個(gè)主
要塑料條件之一的任何變化,都會(huì)導(dǎo)致制品尺寸的變化,以及缺陷類型和嚴(yán)重程度的潛在改變。
因此,對于那些一味將尺寸變化和不一致性歸咎于工藝工程師的所有人來說,這是導(dǎo)致塑料零件尺寸在每次生產(chǎn)批次之間以及每天之間發(fā)生變
化的根本原因之一。這是塑料的科學(xué),因此,理解"恒定的機(jī)器設(shè)置 ≠ 恒定的制品性能"至關(guān)重要。





廣州大雄化工有限公司