



——冷卻問題很常見。解決它們成本不高,但忽視它們卻會損耗利潤和生產效率。我們要了解如何持續優化冷卻系統。
注塑成型需要將塑料熔化,將熔融塑料注入模具,然后冷卻已進入模腔的塑料。冷卻對于部件質量的保證和注塑周期的優化至關重要——這兩
者都會影響成本。為了最小化成本,注塑加工廠的目標是盡可能達到最快的周期。然而,持續生產"合格"部件對于盈利至關重要。快速周期是
每個人的目標,但不能以犧牲質量為代價。你不能銷售有缺陷的部件,至少不能長久如此。有缺陷的部件或許能出廠,但如果它們被退回,成
本會更高,侵蝕利潤空間并增加生產成本。
一些注塑加工廠將模具溫度運行得盡可能低,以獲得最短的周期時間,從而實現最低成本。表面上,這聽起來可能不錯,但還有更多需要考慮。
比如,一些注塑加工廠也發現,較高的模具溫度可以在相同的周期時間內生產出更好的部件。不管怎樣,乍一看,更快的周期意味著更低的成本。
然而,注塑成型中涉及方方面面,有許多因素會影響質量、功能和成本。在本文中,我們將重點討論如何優化冷卻,以持續生產出完全相同的
部件。
與在注塑機上開發成型工藝的復雜性相比,冷卻模具可能看起來相對簡單。不幸的是,有許多細節需要確定。標準做法通常僅僅是接上水管,
打開模溫控制器,檢查是否有泄漏,然后就假設冷卻已經優化了。僅僅因為沒有泄漏并且它不像開發注塑工藝那樣復雜,并不意味著冷卻不
重要。我們敢打賭,由于一些常見的冷卻問題,您正在損失相當大一部分的利潤空間。解決這些問題成本并不高,所以請花些時間來優化您注
塑周期中耗時最長的部分——冷卻。
模具中的冷卻選項
考慮一個生產兩個相同部件的簡單模具。有四條水路:每個部件/型腔兩條。每個型腔有一條1/8英寸和一條1/4英寸的水路。請注意,1/8英寸
的水路限制性更強。理想情況下,所有水路的長度和內徑都應相等,但部件幾何形狀和模具結構方面的考慮常常會推翻理想的水路位置或尺寸。
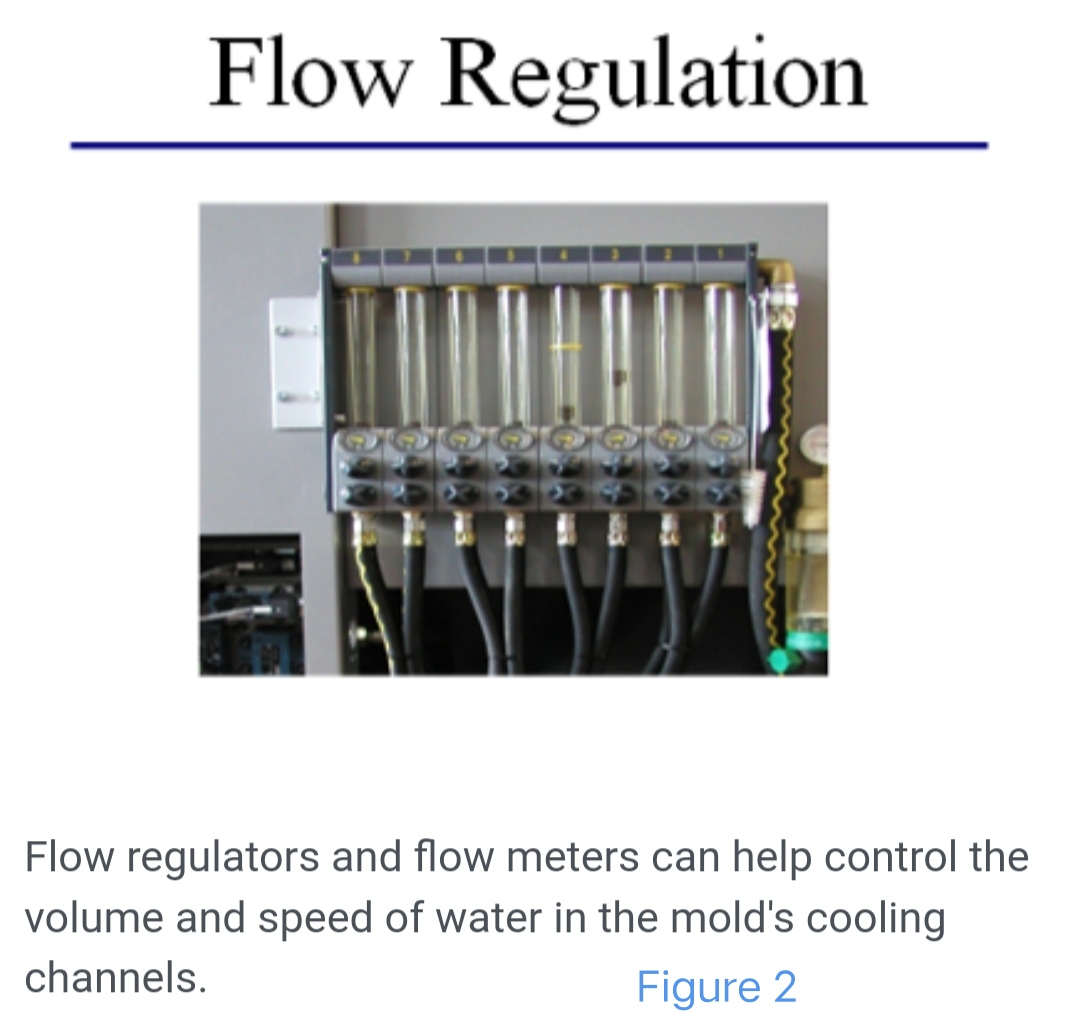
首先,我們來處理水管的連接問題,確認有兩種可能性:并聯或串聯(圖1和圖3)。同時,圖2描繪了一種使用流量調節的版本。這不是我們推
薦的版本,但使通過每條水路的加侖/分鐘數一致對于生產質量穩定的部件是至關重要的。
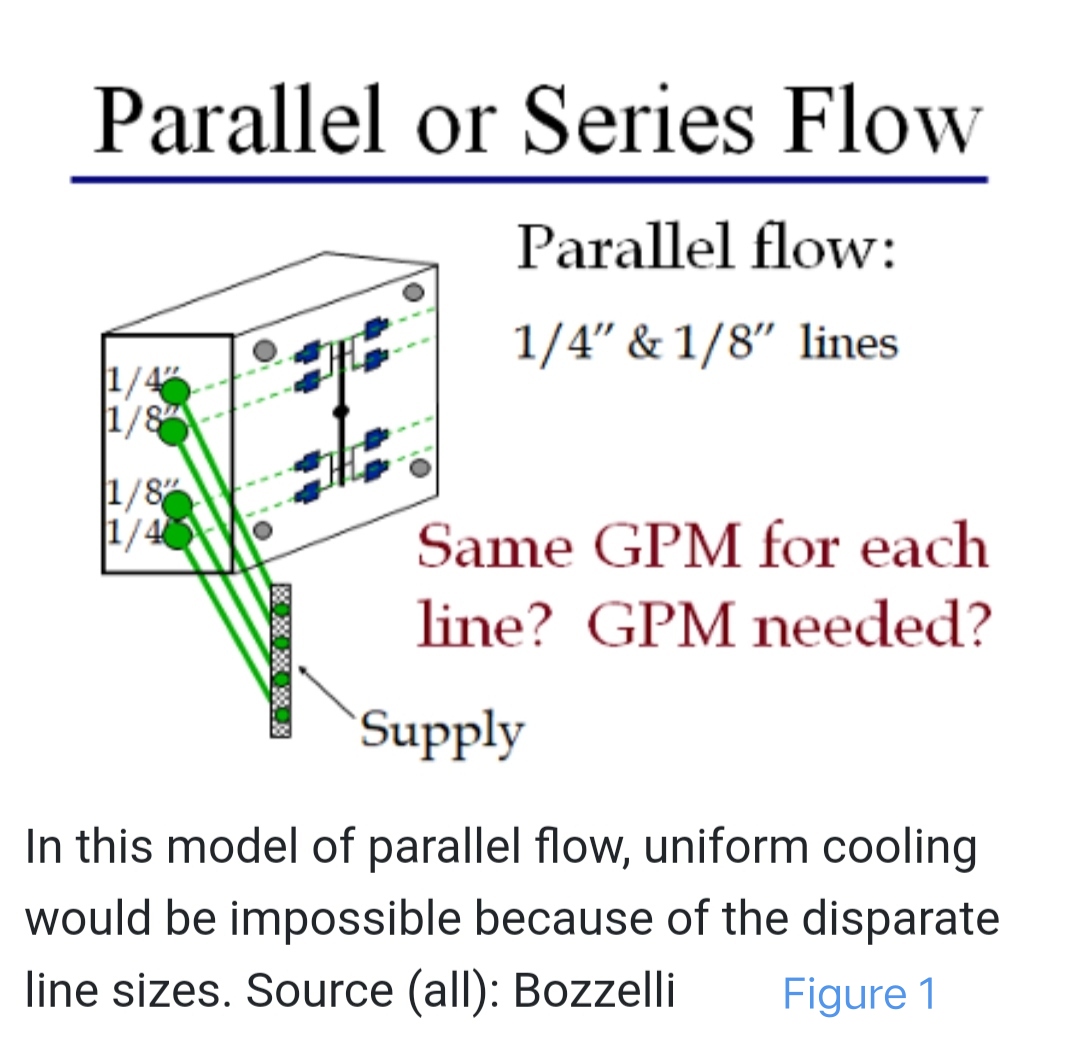 |  |
請注意,在圖1中,由于存在較小和較大的水路尺寸,無法實現均勻冷卻。較大水路因為受到的限制小而獲得大部分水流。較小的1/8英寸水
路在并聯連接時流量會較小。此外,較小直徑的管內流體可能不能形成湍流,由于更多的水是通過1/4英寸的水路。或者,您可以使用如圖2
所示的流量調節器,或者使用兩個獨立的模溫控制器。這兩種方案都會增加成本和維護,尤其是流量調節器。它們會定期堵塞是出了名的,
而且調整和清潔它們非常耗時。此外,操作員連接八條水路需要更長時間,并且多個連接也增加了管路連接錯誤的風險。
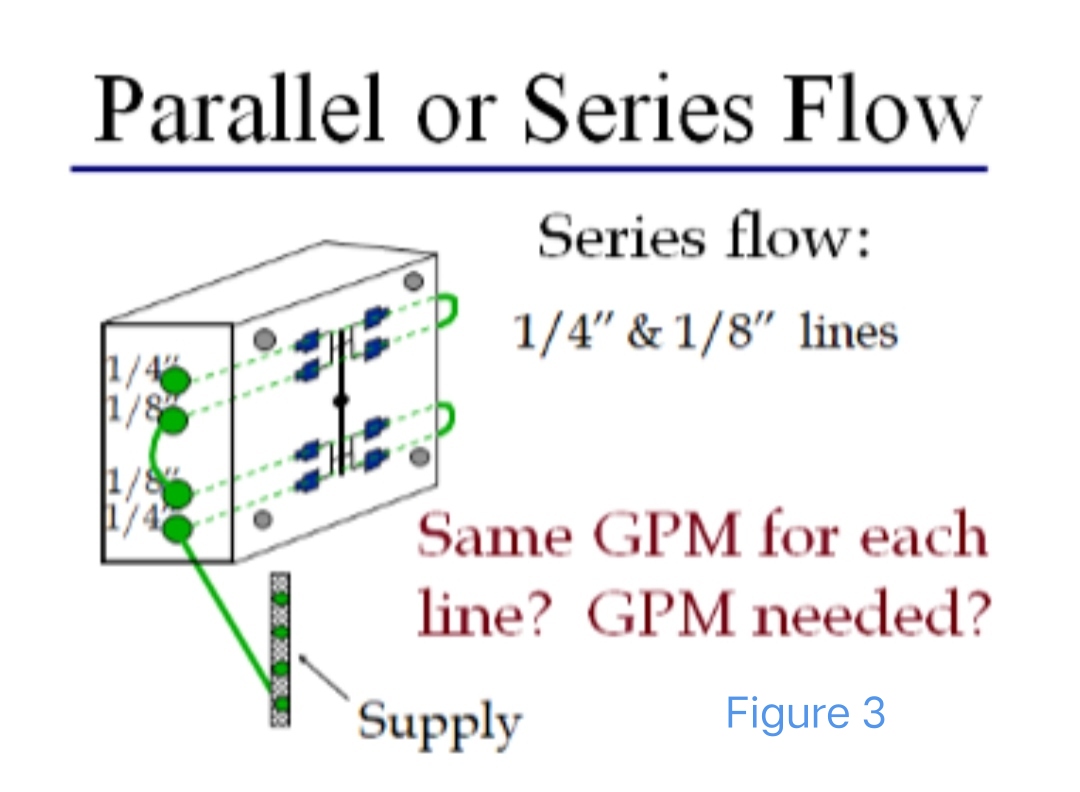 |
在圖3中,采用了串聯連接,只需連接兩條管路,安裝更快,但現在較小的水路和較長的流動路徑增加了限制。那么,并聯和串聯連接哪個更
好呢?這取決于水溫控制器及其能夠產生的水壓——這是很少有注塑商關注的兩個數據點。您知道您車間里有什么樣的設備以及它能提供多大
壓力嗎?
在我們討論水溫控制器所能達到的壓力范圍之前,我們需要確保每個人都理解雷諾數。這個計算告訴我們是否獲得了用于優化冷卻的湍流水流。
確定它可能很麻煩,但對于以最短周期時間生產一致的部件至關重要。您需要達到雷諾數所定義的"湍流"。這背后可能關乎巨額資金。您必須
知道加侖/分鐘數和進/出水溫才能優化冷卻(請記住,冷卻占您周期時間的95%)。每個模具的每條冷卻水路上都必須有一個加侖/分鐘或升/分
鐘的流量計。知道了加侖/分鐘或升/分鐘數以及水路尺寸(內徑),您就可以計算雷諾數。同樣建議檢查進水和出水溫度,您可以使用紅外測
溫槍(圓圈型,非點型)輕松完成,以確保適當的冷卻。
選擇溫控器
在選擇溫度控制單元時,我們傾向于關注設備的額定最高溫度和水泵將提供的加侖/分鐘數。然而,許多人忽略了冷卻水路可能很長和/或受限,
因此您需要壓力來提高通過模具的加侖/分鐘數。
它是容積泵還是離心泵?因為兩者有很大的區別。容積泵是最好的,但在我們行業中很少見。離心泵是有問題的,因為細小/受限的水路會顯著
降低加侖/分鐘數,從而減少冷卻效果,除非它能產生推動水流通過細小水路所需的壓力。您需要能夠推動——力推——冷卻劑流過受限水路的
溫控單元(溫控器)。理想情況下,您應具有適當的加侖/分鐘數,以獲得高于3500的高雷諾數,這表示湍流,從而意味著良好的冷卻。
密切關注每條水路的溫差ΔT(即進水溫度與出水溫度之差)是確保工藝穩定、可靠的另一種方法。該溫差ΔT不應大于約2°C(約3°F)。使用合
適的紅外測溫槍很容易確定這一點。同時請記住,紅外無法測量未上漆的金屬,因此請測量水管/橡膠的溫度,或者在金屬上貼一些電工膠帶。
加侖/分鐘數是由泵制造商在泵口無限制的情況下標定的。在水到達模具之前,溫控器必須克服各種障礙。想想水必須流經多少管道、閥門、軟
管、歧管和接頭,以及總距離。溫控器必須推動水流通過流道(比如,噴泉式飲水口),其直徑、長度和距離都是相關的影響因素。
所有這些都會限制冷卻劑流量,導致冷卻劑加侖/分鐘數減少。此外,其他潛在問題可能包括鐵銹、水垢和其他污染物。僅僅擁有一個高加侖/
分鐘額定值的溫控器并不能保證良好的雷諾數。再次強調,雷諾數至關重要,因為它決定了您是否擁有湍流。雷諾數大于3500為湍流,小于該
值則為層流。您必須有足夠的壓力來推動冷卻劑通過所有這些限制。有可能存在一個額定加侖/分鐘數較小的溫控器,但其水泵的psi值高得多
——有時是較大水泵psi值的三倍(在較低壓力下具有較高的加侖/分鐘額定值)。我們都希望能夠最大限度地利用水泵的泵力。要知道,使用能
夠產生更高水壓以獲得關鍵流量的水泵,您將獲得更高的加侖/分鐘數和更好的雷諾數。
溫控器很容易被忽視,但對您的工藝和利潤卻至關重要。您接好管線,設定溫度,可能設定高低公差,或許偶爾抓一下水管感覺內部是否有
流動。但除此之外,在非報警情況下,您是否關注過溫控器?檢查并關注溫度設定點,但同樣重要的是,您必須確保以加侖/分鐘為單位的流
量。問問自己:"流過模具的每條水路的流量是多少?我每條水路都有良好的雷諾數嗎?"
在生產過程中監控并記錄溫度和流量數據,以確保所有生產運行的條件一致。這將有助于以強勁的生產速率持續提供合格的部件。
---
關于作者:John Bozzelli 是密歇根州米德蘭市 Injection Molding Solutions(科學注塑)公司的創始人,該公司為注塑商提供培訓和咨詢服務,
包括液態注塑成型和其他專業領域。電子郵件:john@scientificmolding.com 或訪問 scientificmolding.com。
Brian Pruitt 是 Regloplas 公司塑料部門的全國銷售經理。Brian 專注于并通過更好的溫度控制和技術來推動工藝改進。他 30 多年前從注塑機操
作員做起,為幫助客戶實現其目標,帶來了傳統與技術創新型解決方案的結合。聯系方式:828-674-5292;brianpruitt@regloplasusa.com。





廣州大雄化工有限公司