



---聚合物的玻璃化轉變溫度在注塑零件脫模后是否繼續收縮中扮演何種角色?
在我舉辦的多次研討會以及與客戶的交流中,我經常被問到為什么零件的尺寸會隨時間變化。零件脫模后發生的這種尺寸變化稱為脫模后收縮。造
成脫模后收縮的原因有幾個,我們將在由兩部分組成的系列文章中討論。在第一部分中,我們將討論與被稱為玻璃化轉變溫度的聚合物熱轉變相關
的脫模后收縮原因。
互聯網上有幾個視頻展示了物體在液氮中淬冷時會發生什么。液氮的溫度約為-340°F。(請注意,這些實驗需要極其謹慎,并且應在有監督和佩戴
手套、護目鏡等適當安全裝備的情況下進行,切勿自行嘗試。)在YouTube上一個名為"巨形Koosh球放入液氮!"的視頻中,年輕的科學家們將一個
Koosh球放入液氮。Koosh球由彈性體聚合物制成,在室溫下極具柔韌性。球被放入盛有液氮的碗中滾動,幾秒鐘后,碗被倒扣在桌子上,球從幾
英尺的高度落到堅硬的表面。球像玻璃一樣碎裂成片。
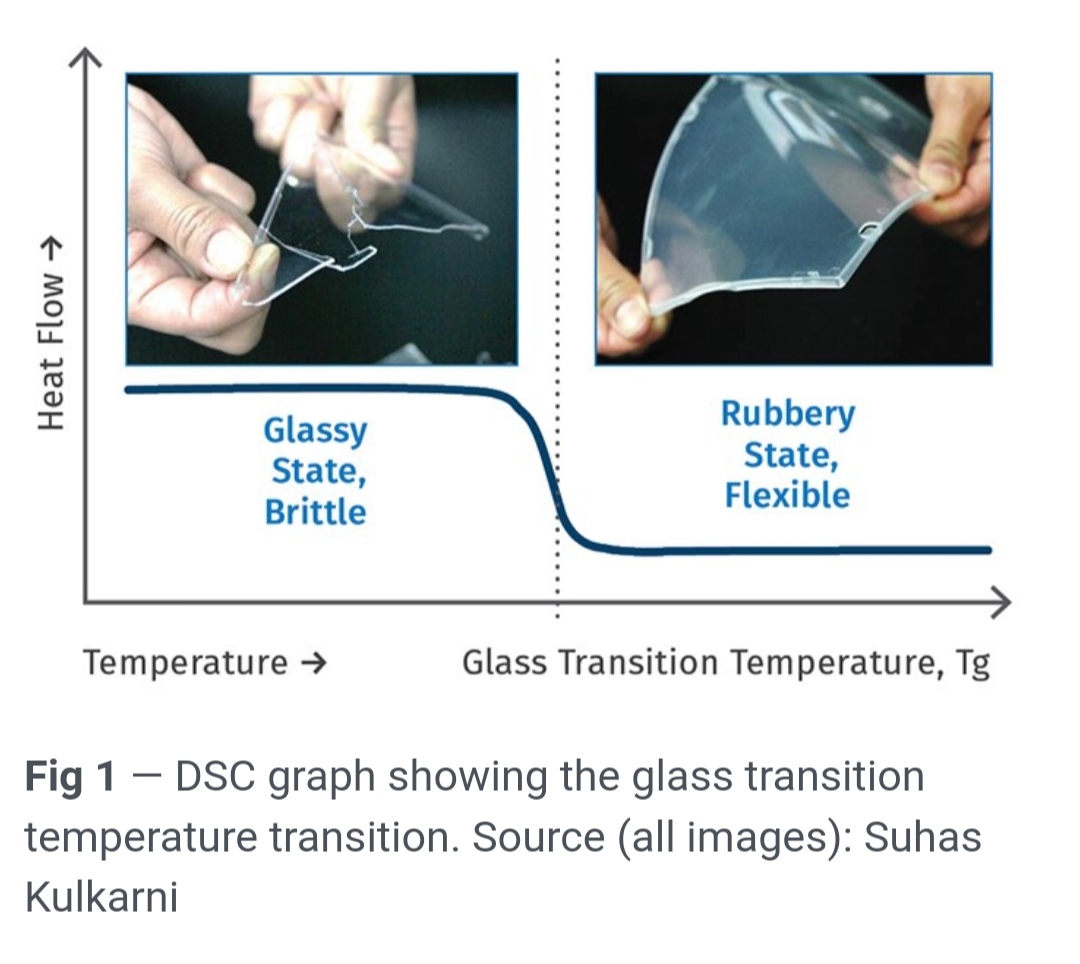
那么,這里發生了什么?當聚合物暴露在極低的溫度下時,其分子的能量降低,分子變得僵硬。這使得聚合物產品——在我們的案例中是Koosh
球——變得非常脆,因此碎裂成片。隨著碎片溫度從極冷回升到室溫,增加的熱量恢復了分子的能量,使它們再次變得柔韌。分子從剛性轉變為柔
韌性的溫度被稱為玻璃化轉變溫度。參見圖1,它展示了差示掃描量熱儀的掃描結果。如果塑料低于其Tg,它將變脆;如果高于Tg,它將變柔韌。
 |
塑料的一個簡單定義是可以模塑成型的聚合物。因為我們在討論模塑部件,所以在本文的剩余部分,我們將使用"塑料"一詞代替"聚合物"。
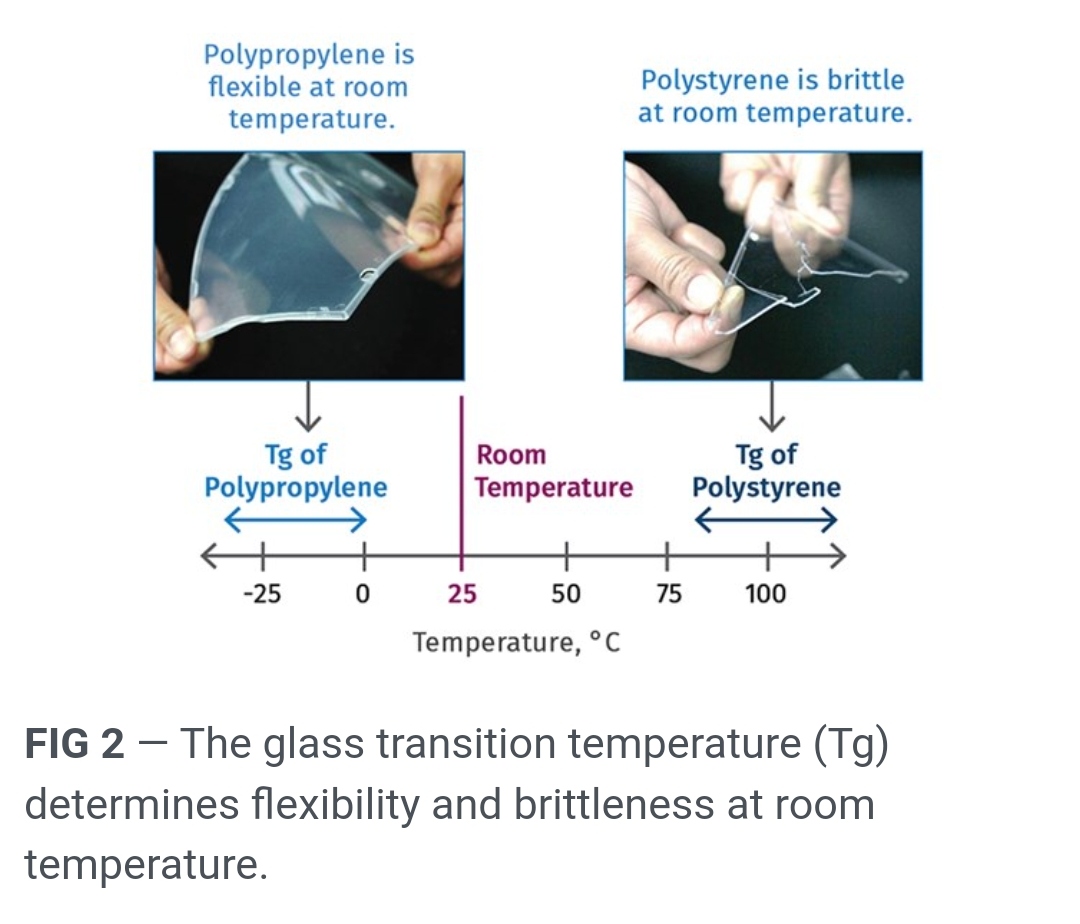
每種塑料都有一個玻璃化轉變溫度。例如,聚苯乙烯的Tg約為100°C,而聚丙烯的Tg約為-20°C。請注意,這些值可能因材料的具體牌號而異。
由PS注塑的CD盒在室溫下受載時會斷裂,因為PS的Tg高于室溫,使其在此條件下變脆(見圖2)。相比之下,由PP注塑的CD盒在室溫下將是柔韌
的,因為PP的Tg低于室溫。然而,如果PP盒暴露在低于其Tg的溫度下,例如-50°C,它將變脆并在受載時斷裂。同樣,如果PS盒被加熱到高于其
Tg的溫度,例如120°C,它將變得柔韌。
 |
1986年挑戰者號航天飛機爆炸導致七名才華橫溢的宇航員不幸遇難,其根源可追溯到失效的O形圈。發射前一晚,佛羅里達州發射場的溫度降至
O形圈材料的Tg以下。在裝配載荷下,這些O形圈開裂導致燃料泄漏,最終引發爆炸。
Tg與收縮率的關系
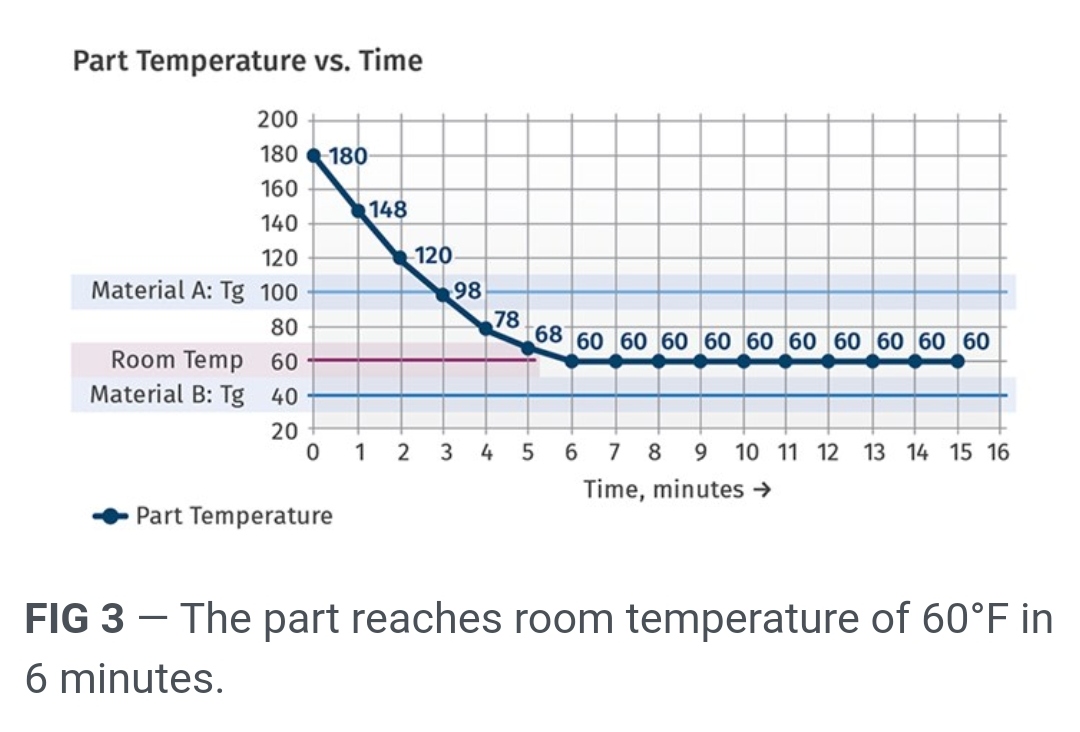
Tg在注塑中對我們有何重要性?考慮一個在180°F下從模具中頂出,而室溫為60°F的零件(圖3)。該零件在6分鐘內冷卻到室溫。如果零件使用材
料A(Tg為100°F)注塑,那么分子在180°F的頂出溫度下將是可移動的。分子將持續移動,直到達到100°F的Tg。這個溫度在3分鐘時達到,這表
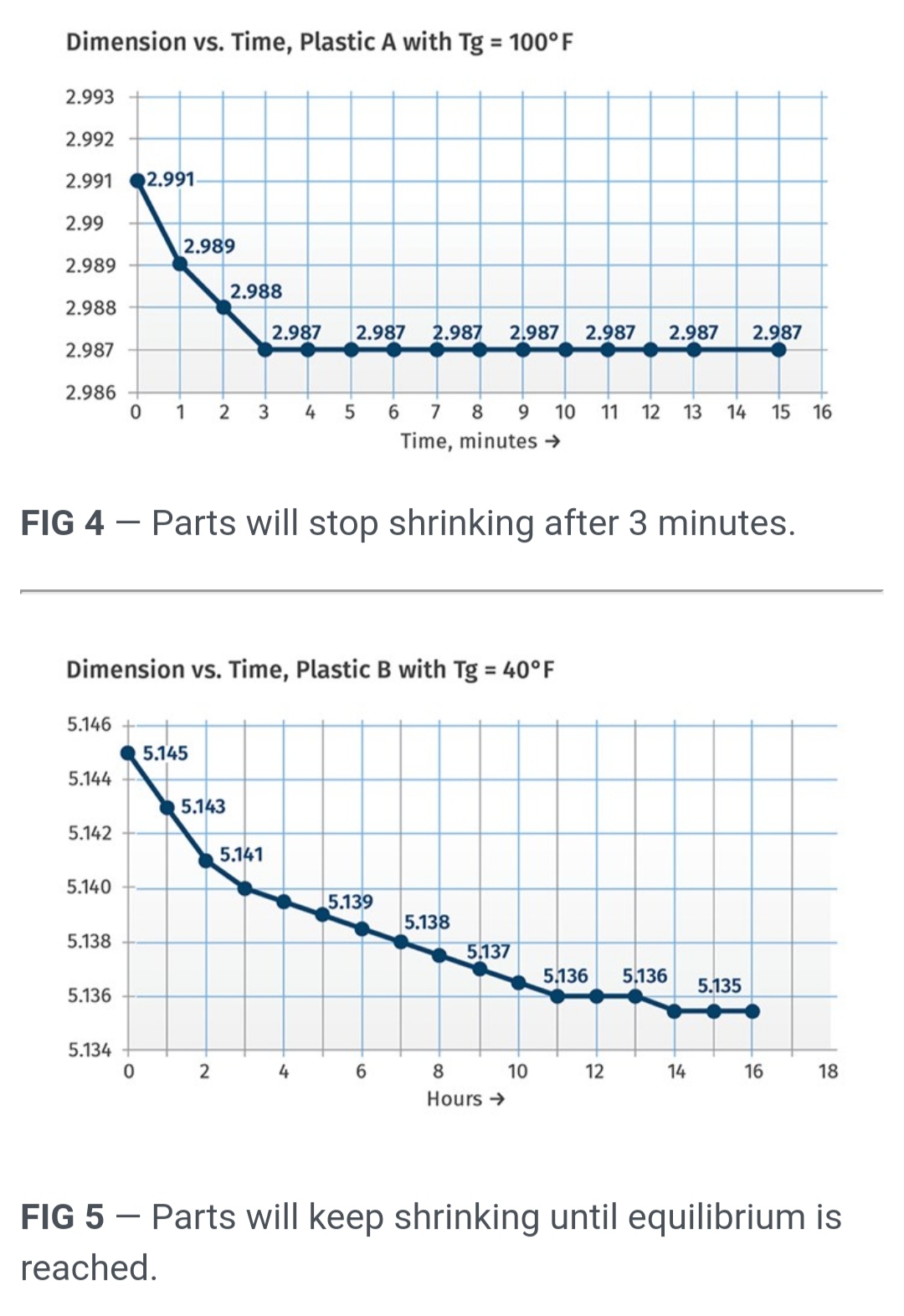
明分子將在前3分鐘內持續收縮,但之后將停止收縮。如圖4所示,注塑產品僅在最初3分鐘內發生尺寸變化,但3分鐘后尺寸將不再變化,脫模后
收縮僅發生在前3分鐘。
 |
現在考慮材料B,其Tg為40°F。因為室溫是60°F,注塑零件將始終高于Tg,這意味著分子將始終可移動,并將持續運動直到達到其平衡位置。在某
些情況下,這可能需要幾個小時甚至幾天。這些情況下的脫模后收縮可能非常大。圖4展示了一個由TPE材料注塑的密封件,其收縮持續了約16小
時。使用該密封件的最終組裝僅在密封件注塑24小時后進行。
 |
總之,對于Tg高于室溫的材料,其脫模后收縮將低于那些使用Tg低于室溫的材料注塑的零件。室溫本質上是指注塑車間的溫度、使用溫度、倉庫
溫度,甚至是運輸集裝箱的溫度。回到最初關于零件尺寸為何隨時間變化的問題,我們現在可以看到有幾個原因,所有這些都與Tg和環境溫度有
關。也可能是注塑零件的尺寸經過測量并被接受,但隨后零件被存放在沒有溫控的夏季倉庫中,或在穿越炎熱沙漠般條件的卡車中運輸。
質量控制管理
為了便于討論,讓我們考慮這個非常典型的情況。樣品從注塑機上取下,并送到QC實驗室進行測量,請注意QC實驗室通常是溫控的。
· 所注塑材料的Tg為80°F。
· 注塑車間溫度為90°F。
· QC實驗室溫度為73°F。
零件注塑完成后幾乎立即被送到質量實驗室。此時收縮將停止,因為材料已低于其Tg。測得的尺寸在規格限內,因此車間整批零件被接受并運送給
客戶。然而,客戶投訴他們收到的零件尺寸比報告的要小。為什么會發生這種情況?這是因為箱中的零件暴露在高于Tg的90°F溫度下。這些零件經
歷了完整的脫模后收縮,因此尺寸更小,而在QC檢查的零件并未經歷脫模后收縮。
對于我們注塑廠商而言,向QC部門普及脫模后收縮的知識也很重要。我個人遇到過一些QC檢查員,他們會將零件放在冰箱中"冷卻"、使用吹風,
甚至將其置于水下,以便零件"準備好"進行測量。在他們看來,他們等待一小時或預定時間是為了讓零件冷卻到室溫。實際上,我們是在等待零件
經歷脫模后收縮。大部分脫模后收縮發生在注塑后的頭一兩個小時內。
對于尺寸穩定期較長的零件,必須至少對大部件進行脫模后收縮研究,以確定穩定時間。在生產環境中等待很長時間來測量尺寸是不切實際的,因
此存在一個"熱態規格",規定零件在注塑后1或2小時應有的尺寸。如果在熱態規格時間點尺寸匹配,那么鑒于工藝穩健,其生產的零件應該能復現
每次注塑或每輪生產的脫模后收縮曲線,最終在脫模后收縮完成后獲得相同的尺寸。
在本系列的第二部分,我們將深入探討脫模后收縮的其他原因。
------
關于作者: Suhas Kulkarni是位于圣地亞哥的FimmTech公司的創始人兼總裁,該公司是一家專注于科學注塑的注塑服務公司。FimmTech已開發出
多種定制工具,幫助注塑商建立穩健的工藝,其研討會已培訓了數百人。Kulkarni是暢銷書《穩健工藝開發與科學注塑》的作者,該書第三版已由
Hanser Publications出版。聯系方式:760-525–9053;suhas@fimmtech.com;fimmtech.com。





廣州大雄化工有限公司