



---這一復雜工藝需要精密的設備和專業的加工知識才能生產出高質量片材。以下是入門所需了解的關鍵信息。
串聯式泡沫片材擠出是一種復雜的工藝,需要進行優化才能以高速率生產出高質量的片材。泡沫片材通常是在串聯式泡沫片材擠出生產線上,使用
高分子量聚苯乙烯或聚烯烴樹脂生產的。
這種片材用途廣泛,包括食品托盤、蛤殼式外賣餐盒和雞蛋托。最常見的應用是將片材熱成型為托盤和容器。邊角料泡沫會被重新造粒并回收到生
產線中。所有應用都要求泡沫在厚度、密度、泡孔尺寸和取向以及收縮性能方面均勻一致。
片材必須以高速率生產,并且在密度和收縮性能上均勻一致,才具有經濟可行性。如果片材的密度和收縮性能不均勻,熱成型工藝將無法制造出高
質量的部件。也就是說,部件可能會翹曲、厚度不均,或者在最壞的情況下,片材根本無法熱成型。
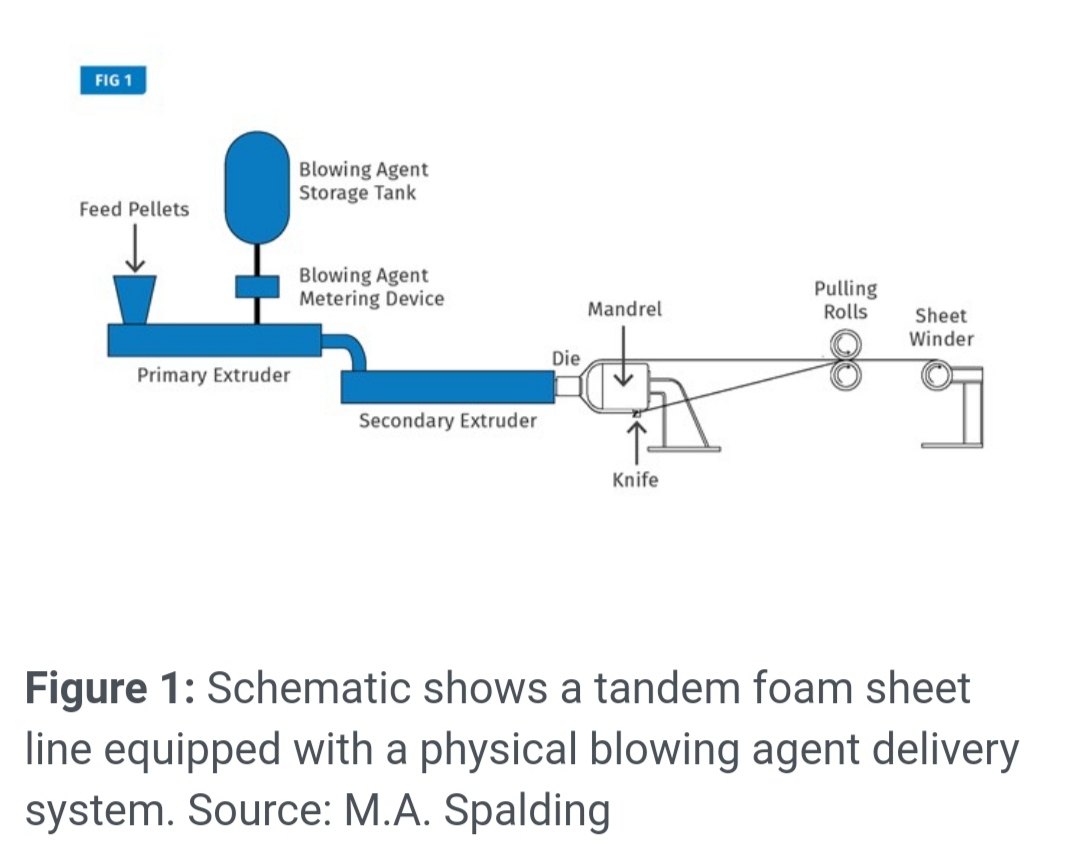 |
如圖1所示,串聯式泡沫片材生產線采用兩臺單螺桿擠出機構建。該示意圖描繪了一條使用超臨界二氧化碳、丁烷或戊烷等物理發泡劑的生產線。
當然也可以使用化學發泡劑。樹脂被送入主擠出機并進行塑化(熔融)。
在主擠出機末端附近,物理發泡劑被加入并與樹脂混合。通常,發泡劑可溶于熔融樹脂中。滑石粉等泡孔成核劑通常被添加到料斗中。對于PS樹
脂,樹脂-發泡劑混合物在220-235°C、接近3000 psi的壓力下從主擠出機排出。此時,樹脂混合物溫度過高無法發泡,必須在通過模頭擠出前進行
冷卻。
來自主擠出機的熱擠出物被泵送到直徑更大的副擠出機(也稱為冷卻擠出機)。冷卻擠出機的直徑通常比主擠出機大30-35%,以增加傳熱表面積。
擠出機機筒設有流道,提供冷卻介質(通常是水)來冷卻機筒和擠出物,使其達到合適的發泡溫度。
對于PS,發泡溫度約為140°C,但是會根據所用物理發泡劑的不同而不同。冷卻擠出機的螺桿通常采用多螺紋、螺槽極深的設計。副擠出機的大直
徑和螺桿的深螺槽使其能夠以遠低于主擠出機的速度旋轉,從而最大限度地減少粘性能量耗散。此時,擠出物已達到正確的發泡溫度和壓力。
接著,冷卻后的樹脂被擠推而通過一個環形模頭。當壓力從3000 psi釋放到大氣壓時,發泡劑在成核點處從溶液中逸出,形成管狀泡沫。如圖1所
示,形成的管狀泡沫在水冷冷芯軸上被拉伸。隨后,管狀泡沫被切開形成片材,并卷繞成卷。在許多應用中,管狀泡沫在水平位置被切開,生成上
層片材和下層片材。
冷芯軸直徑與模頭直徑的比率是該工藝的一個關鍵設計特征,稱為吹脹比。對于PS樹脂,吹脹比通常在2.5到5.5之間。如果吹脹比過低,泡沫將不
具備適當的取向和物理性能,并且可能出現波紋。波紋表現為片材厚度高低起伏。其產生原因是泡沫膨脹的速率超過了吹脹尺寸的速率。吹脹比和
下游速度(機器方向上的拉伸)共同決定了泡沫的雙軸取向和收縮性能。
能量移除是關鍵
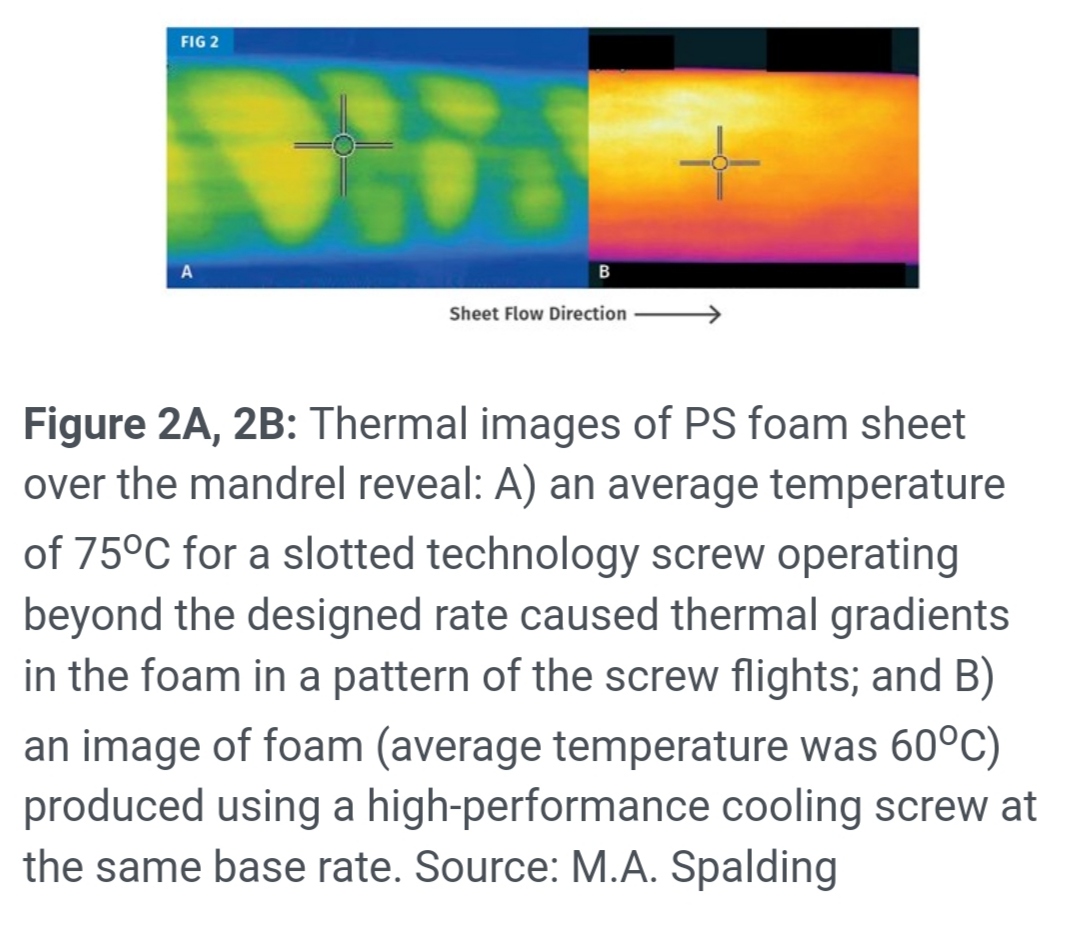
該工藝的關鍵在于通過副擠出機的機筒壁移除能量,從而在模頭處實現均勻發泡。如果在發泡時擠出物中存在溫度梯度,泡沫密度將不一致,最終
產品在熱成型過程中會出現缺陷。
圖2A展示了一個設計不當的工藝,其冷卻芯軸的熱成像圖顯示了泡沫中的溫度梯度。生產優質泡沫片材的能力取決于操作條件、副擠出機的螺桿
設計,以及模頭和下游設備的設置。此外,該工藝的最大速率受副擠出機性能的控制。
 |
如前所述,副冷卻擠出機的直徑大于主擠出機。例如,一條大型生產線可能配備直徑為6英寸的主擠出機和直徑為8英寸的副擠出機。主擠出機的螺
桿設計對于所擠出的樹脂而言是常規的。對于副擠出機,螺桿通常有四個螺紋區,導程為直徑的兩倍,并且螺槽很深,以最大限度地減少粘性耗散
和螺桿旋轉引起的樹脂發熱。
具有深螺槽的大直徑副擠出機允許擠出機以更慢的速度旋轉,從而最大限度地減少螺槽內的粘性耗散。直徑為6英寸的主擠出機和直徑為8英寸的副
擠出機的典型轉速分別為84 rpm和13 rpm。也就是說,主擠出機的旋轉速度是副擠出機的6.5倍。對于設計合理的生產線,副擠出機的冷卻能力應
是該工藝的速率限制環節。
冷卻螺桿的深螺槽使副擠出機對軸向壓力梯度非常敏感。如圖3所示,當軸向壓力梯度為零時,工藝達到最佳狀態。即,主擠出機的排出壓力等于
副擠出機的排出壓力。在此條件下,副擠出機將以計算出的比轉速運行。比轉速簡單地等于速率除以螺桿速度。
如果副擠出機用于產生模頭所需的部分壓力,則運行時的比速率將低于旋轉的比速率。以較低的比速率運行會導致額外的能量在擠出機內耗散,引
起樹脂溫度升高,從而降低泡沫質量。
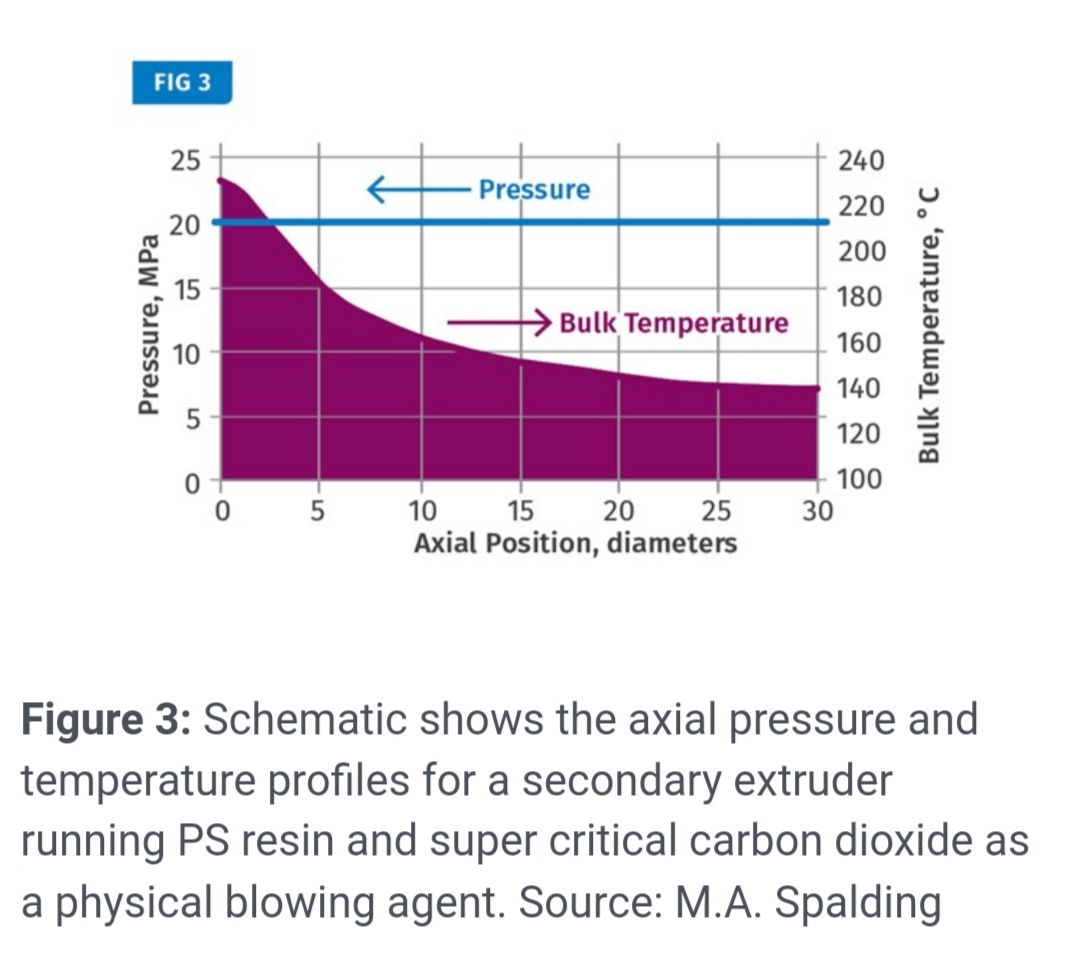 |
能量是通過使冷卻水流過機筒區段的流道,經由機筒壁移除的。如圖3所示,進料端的第一個區段溫度通常設定得較高,其余機筒區段的溫度逐漸
降低,直至排出溫度達到最佳發泡溫度。
例如,對于PS和二氧化碳發泡劑,進料區的機筒溫度維持在180°C,機筒溫度逐漸降低至約90°C,以獲得140°C的擠出物。由于螺棱頂端與機筒壁
之間的間隙很小,并且四個螺紋區每轉多次使材料刮擦機筒壁,因此在機筒內壁保持了較高的傳熱系數。
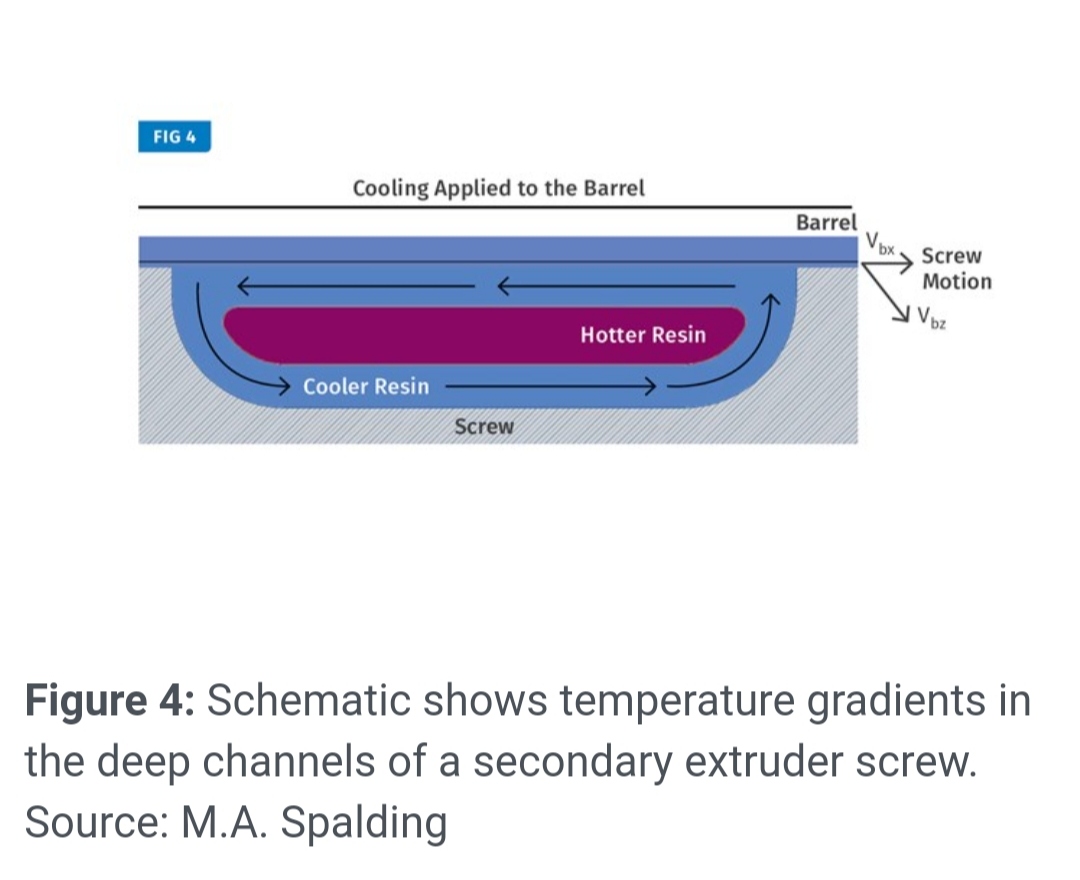 |
機筒冷卻使得靠近機筒壁的熔融樹脂溫度降低,而螺桿旋轉引起的再循環使得螺根處的樹脂溫度較低。然而,位于螺槽中心的樹脂溫度則要高得
多,如圖4所示。位于螺槽中心的熱樹脂在發泡前必須與較冷的樹脂混合。螺桿上的幾何特征引發了所需的混合,以減輕溫度梯度。
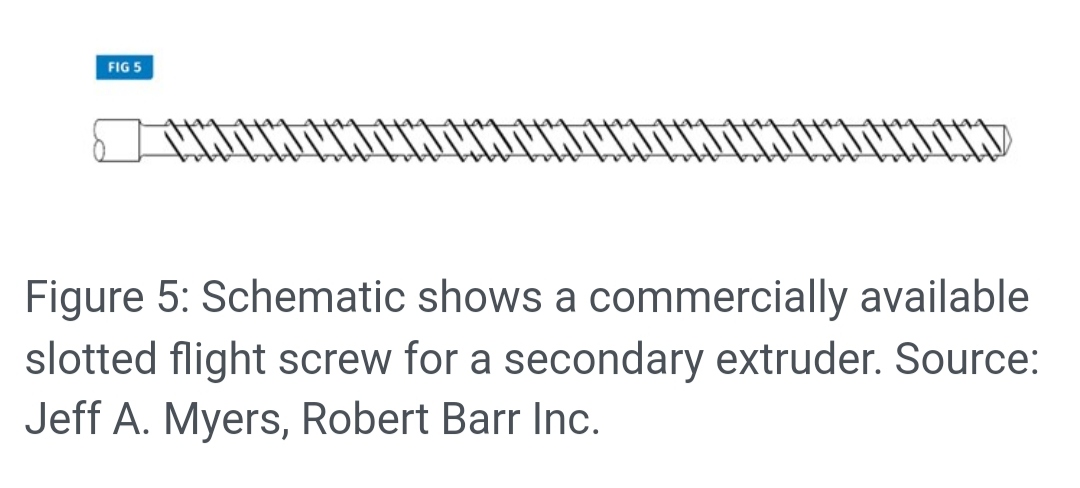 |
開槽螺紋螺桿是應用最廣泛的減輕溫度梯度的技術。對于這種設計,螺桿通常有四個螺紋區,導程為直徑的兩倍,并且在螺紋上設有周期性的槽,
如圖5所示。這些槽一直延伸到螺紋芯。螺槽很深,且在軸向上保持恒定。這些槽允許部分較冷和較熱的樹脂流向其后面的螺槽,從而提供一定程
度的溫度均質化。
然而,這些槽會降低局部傳熱系數,因為機筒被經過的螺紋區驅動的材料刮擦的頻率降低了。例如,如果螺桿有四個螺紋區,并且在某個軸向距離
上其中一個螺紋開了槽,那么機筒每轉只會被螺紋區驅動的材料刮擦三次,而不是四次。
使用開槽螺桿可能難以獲得高產量。如果產量超過冷卻能力,則會出現溫度梯度和高排出溫度,如圖2A所示。市場上有幾種高性能冷卻螺桿,允許
更深的螺槽和改善的傳熱效果。其產量可比典型的開槽螺桿設計提高20%。
三個操作關鍵點
串聯泡沫片材生產線的正確操作很復雜,但通過一些簡單的優化,就能生產出高質量的泡沫。三個操作關鍵是:冷卻擠出機內的壓力梯度、適合生
產部件所需收縮率的吹脹比,以及機筒溫度的漸近式降低。由于主擠出機和冷卻擠出機的比速率都取決于中間壓力和排出壓力,因此通常需要堅持
不懈地調整螺桿速度,才能在冷卻擠出機中獲得固定的產量和零壓力梯度。
最近的試驗表明,使用負壓力梯度以更高的比速率運行冷卻擠出機可以增加產量。在這些情況下,螺桿輸入的比能量較低。因此,冷卻擠出機的入
口壓力和排出壓力將分別為3600 psi和3000 psi。
冷卻擠出機上使用的齒輪箱設置與常規塑化擠出機不同。由于冷卻擠出機的螺桿轉速通常低于約20 rpm,齒輪箱的最高螺桿轉速應設置為25 rpm。
對于最高轉速為1750 rpm的標準電機,齒輪箱和皮帶傳動(如果使用)的減速比應約為70:1。
最近交付的一臺商用冷卻擠出機,其最高螺桿轉速設定為45 rpm。如果該擠出機以13 rpm的螺桿速度運行,則只有約30%的電機功率可用于工藝
過程。該工藝過程缺乏扭矩,因此很難設計出適用于高產量和高質量泡沫的螺桿。有關齒輪箱選擇的更多細節,請參閱2024年5月期。
 |
---
關于作者: Mark A. Spalding是美國密歇根州米德蘭市陶氏公司包裝與特種塑料及碳氫化合物研發部的研究員。在陶氏工作的40年里,他專注
于聚合物工藝的開發、設計和故障排除,特別是單螺桿擠出領域。他與Gregory Campbell合著了《單螺桿擠出機的分析與故障排除》一書。
聯系方式:989-636-9849;maspalding@dow.com;dow.com。





廣州大雄化工有限公司